





准备好领略承压水箱承诺守信首选辉煌产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您全面了解它的独特之处。
以下是:承压水箱承诺守信首选辉煌的图文介绍



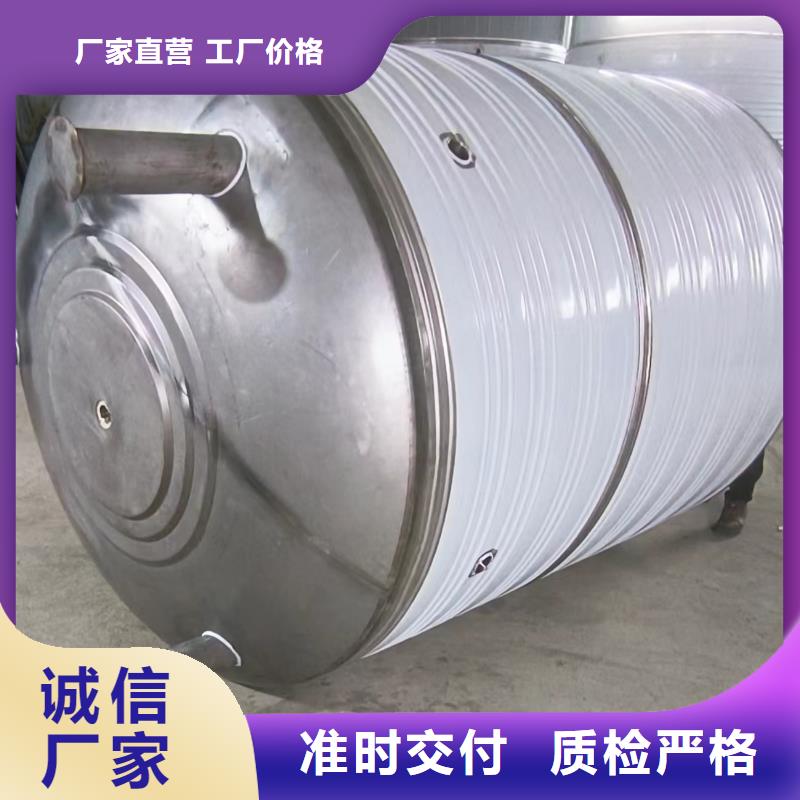
承压保温水箱 筒节两端面的不平度应不大于2mm。
2.4.6、附近筒节焊接成型后,必须进行复轧圆,以控制棱角度和椭圆度。
a)焊接接头环向形成的棱角,用弦长等于1/6Di且≥300mm的内样板或外样板检查,其值E ≤δ/10+2mm,且E≤5mm。具体如下:
钢板厚度mm 6 8 10 12 14 16 18 20
环向棱角度mm 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0



我们从 不锈钢水箱类型和客户需要出发,充分于施工工艺相结合,我们严格按照《 不锈钢水箱质量标准》,规范施工验收。为了让企业走上市场,我们坚信“质量是灵魂,技术是生命”的宗旨,尽力于每一个 不锈钢水箱都能让客户满意,品质源于专业。
★★★★★ 漯河辉煌供水设备有限公司经营方针: 强化管理,技术创新。客户满意,力创名牌。
★★★★★ 漯河辉煌供水设备有限公司经营策略: 金牌五心服务:设计服务——舒心 工艺服务——放心 施工服务——省心 喷涂服务——安心 绿色环保——定心
★★★★★ 漯河辉煌供水设备有限公司企业精神: 我们追求创新,在科技发展瞬息万变的时代,只有 不锈钢水箱产品的不断创新,员工观念的不断更新,企业实力的不断跃升,企业的发展才能更好。



b)圆筒的圆度允差:承压保温水箱
对内压容器:e≤1%Di且e≤25mm;
对外压容器:由工艺人员按GB150-1998要求确定;
换热器壳程圆筒圆度要求见换热器制作;
对有特殊要求的圆筒,圆度应符合工艺卡或图纸要求。
2.5、本地无折边锥形封头的下料与成型
2.5.1、本地施工人员按图纸或工艺卡的要求放出实样,放好的实样须经检验人员检验,确认无误后方可下料。
2.5.2、本地如因板料等关系需要拼接时,拼缝应是母线方向与环向,拼缝组对应符合筒体对接偏差要求。



3、同城承压保温水箱的组装与焊接
3.1、同城筒节的组装:
3.1.1、同城筒节组装前要认真熟悉图纸上接管、同城人孔、同城支座等的位置,合理错开焊缝,尽量避免在焊缝上开孔及焊缝被覆盖。
3.1.2、同城圆筒环缝组对前要复测每节筒节周长,估算可能引起的错边量,组对时要尽量控制错边量均匀。
3.1.3、同城筒节组装时优先考虑立式组装。在场地条件受限制时可考虑卧式组装,采用这种方式容易引起筒节变形,对薄壁大直径筒节应作内支撑以增加刚度。
3.1.4、同城焊缝应合理错开,相邻筒节纵缝间的外圆弧长度及封头拼缝至相邻筒节纵缝间的外圆弧长,应不小于钢板厚度的3倍,且不小于100mm.
3.1.5、同城圆筒的直线度允差应不大于圆筒长度的1/1000,筒节拼装时,每条环缝可以留有一定间隙。
